金属在空气中会锈蚀,在潮湿条件下锈蚀现象则会加重,因此必须对其表面进行防锈预处理,即涂装保护。其中船舶的除锈与涂装最具有代表性,因为船舶具有锈层厚实以及量大面广、大面积曲壁和部位多样的特点。 船舶除锈作为船舶涂装施工的第一个步骤,必须对钢材做好良好的表面处理,才能使涂层达到预期的保护效果。此外,国际海事组织PSPC标准的推行,也对船舶涂装提出了更高的要求。而除锈在修船业中则显得更为重要。特别在我国,江畔海边遍布了众多修理工船企业,修理工船市场远大于造船市场。
一、除锈工艺概述
(一)传统除锈工艺
据国外研究报道,影响涂层寿命的因素有以下几点:钢铁表面除锈质量占49.5%;涂装工艺条件占26.5%,涂层厚度占19.1%;涂料种类占4.9%。可见,涂装前钢材表面处理的质量是影响涂层保护性能的关键因素。然而传统的除锈工艺都相当落后,直接影响除锈质量从而影响了涂装的效果。
典型的传统除锈工艺有手工除锈、动力除锈、干气喷砂(喷丸)、湿式喷砂。众所周知,除锈是船舶工业劳动强度最大、污染最严重、涉及面最广、技术水平最低,但又不可缺少的一道工序。环境保护、工人健康、提高工效和改善涂装效果都要求我们改进传统的除锈工艺。超高压纯水射流(水刀)除锈新工艺应运而生。
(二)超高压纯水射流(水刀)技术
a)超高压纯水射流,关键词是超高压
国内外对超高压的定义有所不同。我国和日本定义压力在100Mpa以上;美国定义压力在150Mpa以上。而对于纯水射流除锈,其压力必须达到200-250Mpa。
我国船舶工业对高压纯水射流除锈工艺的研究始于80年代。院校、科研单位和企业都投入了很大力量,其中江南造船厂、上海船厂还分别组成了攻关小组,进行了大量的试验。 当时,虽然高压纯水射流除锈能够实现,但是效率太低,无实用意义。原因是受设备的限制、射流压力不够、速度太低。纯水中加磨料虽然效果较好,但成本高,喷嘴易损坏,因此未能得到推广应用。
超高压纯水射流工艺涉及到一系列关键技术,如超高压泵机相关技术;超高压阀门、喷枪、喷嘴等配件的相关技术;超惯压密封技术;超高压纯水射流作业时须克服反冲力的技术;射流的回收技术;此外,除锈后的钢板易返锈,对后期涂装影响较大,因此也要研究克服返锈技术。如今,国外的超高压纯水射流设备已经进入中国市场,我国一些大专院校和科研所也研发出了同类产品。目前多采用的作业装备有高空作业车、高空作业支架、手工喷枪、爬壁机器人等。其中爬壁机器人由行走机构(分轮式和履带式两种)、附壁机构(分真空吸附和磁性吸附两种)、射流装置(由超高压旋转接头和多个喷头构成)、真空系统(用于及时抽吸锈屑废水)以及智能化控制系统组成,具有行走、附壁、射流等功能。此外,还伴随出现几种行之有效的射流新技术,如脉冲射流技术(包括自激振荡和电磁脉冲)、空化射流技术和超声波技术,同样可用于除锈工艺。
因此,从技术层面上看,超高压纯水射流除锈条件已经成熟。
二、船舶的超高压纯水射流(水刀)除锈
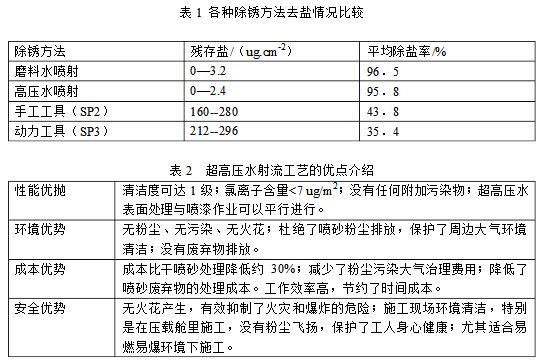
高压水射流除锈的原理是利用高压水射流的冲击作用(例如加上磨料就有磨削作用)和水撬作用破坏锈蚀和原有涂层对钢板的附着力。其特点是无粉尘污染,不损伤钢板,可以极大提高除锈效率(达15m2/h以上),除锈质量好。表1列出了不同除锈方法去盐的情况,表2是超高压水射流工艺的优点介绍。
但是超高压纯水射流除锈技术在船舶工业中的推广应用还必须解决一系列具体问题。如:船舶除锈是曲壁高空作业;船舶舱室、内壁、夹层、上层建筑各个部位情况各异;废水的回收和废渣的处理;必须克服“返锈”等等。
三、带锈涂装技术
采用超高压纯水射流(水刀)除锈工艺,必须先克服“返锈”,再用常规的涂料进行涂装。船舶克服“返锈”的传统措施有加缓蚀剂、高温烘干(自身产生的高温或加一道烘干工序)、布擦干以及4小时内进行涂装等方式。
普通涂料存在着开罐后储存时间短,粘度非常高和不方便施工;表面预处理要求高,必须达到Sa2.5―Sa3级,精糙度达到60―90um,清洁度必须达到1级;不能在潮湿表面带锈涂装;附着力低,涂料损耗大;存罐期短、固化快、施工困难;涂料没有宽忍性、有露点限制等众多缺陷。
目前,国内已开发出了一种较新的带锈涂装技术,利用“返锈”这一事实,即将无溶剂环氧涂料或高分子带锈涂装用涂料(以下简称“带锈涂料”)作为底漆。以高分子带锈涂料为例,该涂料的高分子成分当与钢板表面的“锈”----氧化铁(Fe2O3.nH2O)相遇发生化学反应时,会在钢表面形成密闭的高分子保护膜。由于其与钢表面是化学键结合,具有极强的附着力。这是一般底漆无法比拟的。这样就大大简化了涂装工艺,提高了涂装质量。

